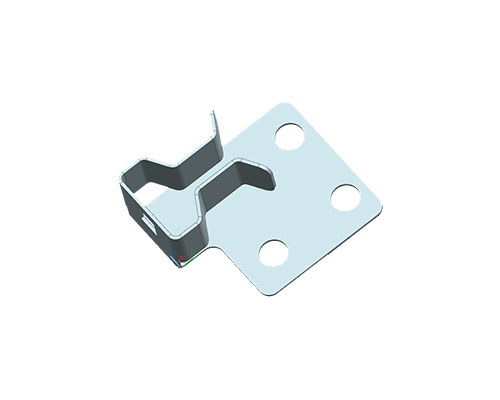
钣金拉手作为连接人与各类柜体、设备的重要部件,兼具功能性与装饰性,其特点在不同应用场景中展现出独特优势。从工业设备到民用家具,钣金拉手以多样的形态和性能满足用户需求。 在功能性方面,钣金拉手具备出色的承重能力与耐用性。选用冷轧钢板、不锈钢等高强度金属材料,通过冲压、折弯等工艺成型,能够承受频繁的拉拽操作而不易变形断裂。例如,工业机柜上的重型钣金拉手,采用加厚钢板设计,可轻松承载多人合力搬

钣金合页作为连接门窗、箱体等部件并实现其开合功能的重要五金件,其质量直接影响使用的灵活性、可靠性和使用寿命。钣金合页的生产涵盖材料选取、精密加工、性能优化等多方面内容。 材料上,常用冷轧钢板、不锈钢和黄铜等。冷轧钢板成本低、强度高,经表面处理后能满足一般使用环境需求;不锈钢合页耐腐蚀性强,适用于潮湿、腐蚀性环境;黄铜合页则具有良好的耐磨性和装饰性,常用于高档门窗和家具。在加工过程中,钣金

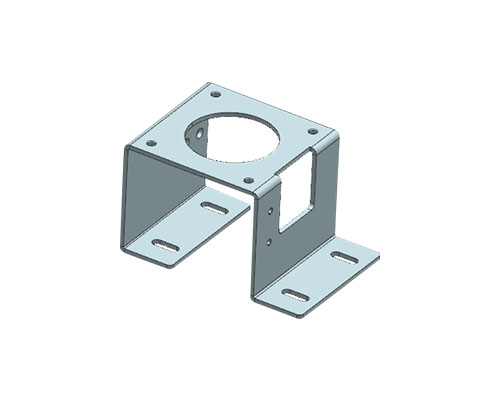
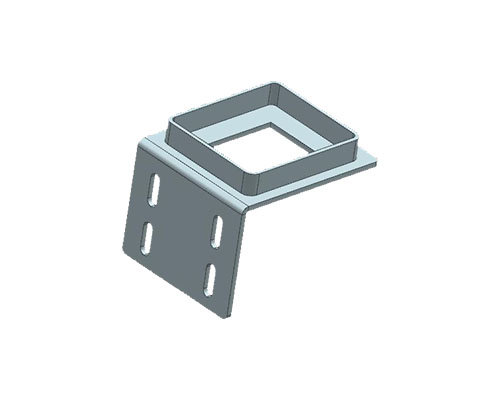
钣金窗框是建筑门窗系统的重要组成部分,其质量和性能直接影响门窗的密封性、隔热性、抗风压性和使用寿命。钣金窗框的制造涉及材料选择、加工工艺、表面处理等多个关键环节。 在材料选择上,通常采用高强度的镀锌钢板或铝合金板材。镀锌钢板具有良好的强度和耐腐蚀性,成本相对较低;铝合金板材则重量轻、强度高、耐候性好,且便于加工成各种复杂形状。加工工艺方面,钣金窗框主要通过剪切、冲压、折弯、焊接等工序成型

建筑装饰的表面处理是赋予建筑美观性、功能性和耐久性的重要手段,它融合美学设计与材料性能优化,在提升建筑视觉效果的同时,增强材料对环境的适应能力。从墙面、地面到天花板,不同部位的表面处理方式丰富多样且各具特色。 在墙面装饰中,乳胶漆是常见的表面处理材料,通过添加不同的颜料和助剂,可实现哑光、亮光等多种效果,还能赋予其防霉、防潮、耐擦洗等功能。石材表面处理则根据不同需求采用抛光、哑光、火烧、
医疗器械的表面处理是保障其安全性、有效性和使用寿命的关键环节,直接关系到患者健康和医疗效果。由于医疗器械需与人体组织、体液接触,或在医疗环境中频繁使用,其表面处理需满足生物相容性、耐腐蚀性、抗菌性、易清洁等多重严格要求。 在生物相容性方面,植入类医疗器械如人工关节、心脏支架等,通常采用钛合金、医用不锈钢等材料,表面会通过阳极氧化、化学涂层等技术处理。阳极氧化能在材料表面形成多孔的氧化膜层
无人机作为集多种高新技术于一体的飞行器,其壳体结构对整机的重量、强度、气动性能和防护能力起着决定性作用。压铸工艺凭借能够生产复杂薄壁结构件的优势,成为制造无人机壳体的重要手段。在材料选择上,高强度铝合金和镁合金是主流。铝合金具有良好的综合性能,能够在保证强度的同时减轻重量;镁合金则是目前最轻的金属结构材料,采用镁合金压铸的无人机壳体,可显著提升无人机的续航能力和负载能力。 压铸无人机壳体
随着智能家居行业的蓬勃发展,各类铝配件的需求日益增长,压铸工艺以其高效、灵活的特点,成为生产智能家居铝配件的主流技术。铝合金因重量轻、强度高、耐腐蚀、易加工等特性,成为智能家居铝配件的首选材料。如 6063 铝合金,具有良好的挤压性能和表面处理性能,常用于制造智能家居设备的装饰性配件和结构件;而 7075 铝合金强度更高,适用于对力学性能要求严苛的承重部件。 压铸智能家居铝配件的结构设计

在电子仪器制造领域,外壳不仅承担着保护内部精密元器件的重任,还对仪器的散热性能、电磁屏蔽效果及外观质感有着重要影响。压铸工艺凭借其高效成型、高精度等优势,成为生产电子仪器外壳的重要方式。材料选择上,铝合金因兼具轻质、高强度、良好导热性和电磁屏蔽能力而备受青睐。例如 6061 铝合金,其机械性能良好,便于后续加工;ADC12 铝合金则有着出色的铸造性能,适合复杂结构的外壳成型。此外,镁合金也逐渐应用
机械设备机座是机械设备的基础支撑部件,承载着设备的全部重量和工作负载,其质量和性能对机械设备的稳定性、可靠性和使用寿命有着重要影响。压铸工艺在机械设备机座制造中得到广泛应用,能够生产出质量可靠、成本合理的产品。在材料选择上,常用的有灰铸铁、球墨铸铁和铸钢。灰铸铁具有良好的铸造性能、减震性能和切削加工性能,成本较低,适用于一般要求的机座;球墨铸铁的强度和韧性更高,适用于承受较大负载和冲击的机座;铸钢





 立即获取报价
立即获取报价 EN
EN





 扫码添加微信
扫码添加微信
