钣金压铸凭借独特工艺优势,在众多领域持续开拓创新应用场景,展现出强大的发展活力。在建筑装饰领域,传统建筑装饰材料安装工序繁琐、造型受限,而钣金压铸工艺可制造出造型精美、复杂多变的建筑装饰部件,如大型建筑的外立面装饰板、室内的艺术灯具外壳、楼梯扶手装饰件等。这些部件不仅具备出色的装饰效果,还因压铸工艺赋予的高强度与耐腐蚀性,拥有更长的使用寿命。通过表面处理工艺,如阳极氧化、喷漆、电镀等,可呈

钣金压铸行业正站在蓬勃发展的新起点,前景一片光明。从市场需求视角看,汽车产业的迅猛发展为其注入强大动力。随着汽车轻量化趋势日益凸显,铝合金、镁合金等轻质合金压铸件在汽车车身结构件、发动机零部件等方面的应用愈发广泛。像一体化压铸技术的兴起,大幅减少汽车零部件数量,提升生产效率,降低整车重量,有效提高燃油经济性与续航里程,这促使汽车制造商对大型、高精度钣金压铸件的需求持续攀升。在电子消费领域,5G 通

在钣金压铸生产流程里,抽检环节堪称保障产品质量的关键防线。由于钣金压铸涉及高温高压作业,原材料特性、模具状态、工艺参数等众多因素稍有偏差,就极易导致产品出现砂眼、气孔、变形、尺寸精度不足等各类缺陷。抽检能及时揪出这些不良品,避免流入后续环节造成更大损失。抽检需严格依据科学合理的抽样方案开展。常用的有基于统计学原理的 GB/T 2828.1 等抽样标准,按照生产批次规模确定样本量,保证样本对整批产品
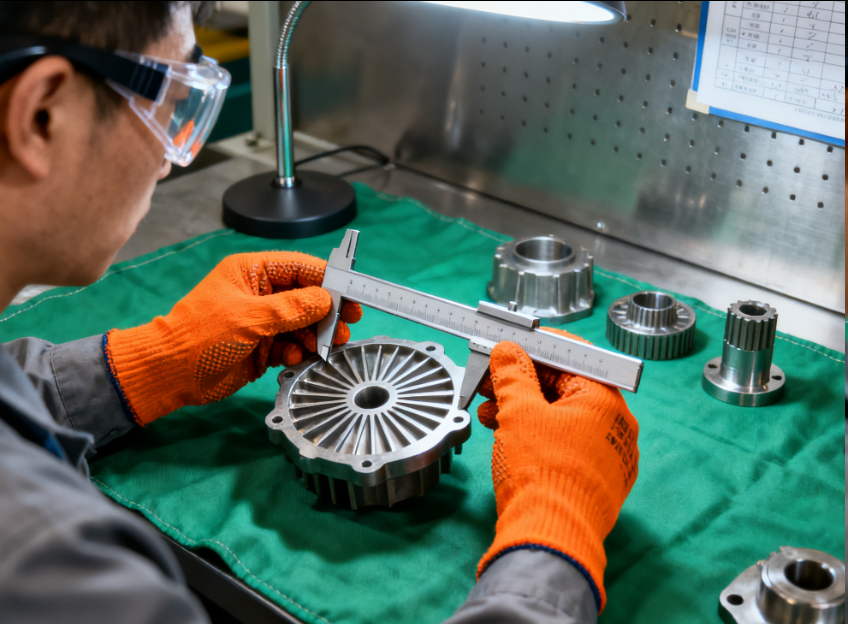
钣金压铸件的质量直接影响连接可靠性,严格检验需覆盖尺寸精度、内部质量、力学性能等多个维度,遵循 ISO 16220(压铸铝合金检验标准)与 GB/T 13819(压铸锌合金检验标准)。尺寸检验采用三坐标测量机(精度 ±0.001mm),对关键尺寸(如螺纹中径、配合面距离)进行全检,抽检比例不低于 5%。形位公差中,同轴度≤0.05mm,垂直度≤0.1mm/100mm,确保装配互换性。对于复杂曲面,
钣金压铸铆钉结合了压铸的精密头部与钣金的杆部韧性,通过冷镦与压铸复合工艺制成,适用于薄板连接(如家电外壳、汽车内饰),尤其在需要快速装配的自动化生产线中表现突出。按头部形状可分为圆头、沉头、大扁头三类:圆头铆钉头部半径为杆部直径的 1.5 倍,适用于一般连接;沉头铆钉头部锥角 90°,与工件表面平齐,适用于外观件;大扁头铆钉(头部直径为杆部的 4 倍),适用于薄软材料(如塑料板)连接,避免压溃。材
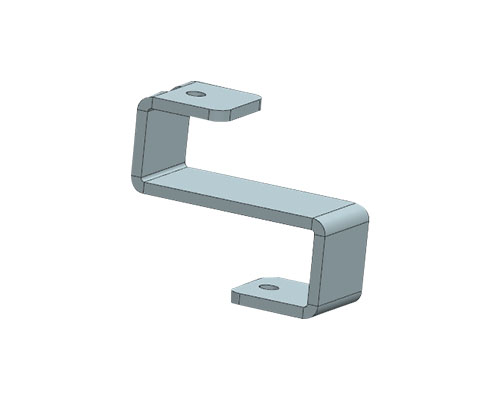
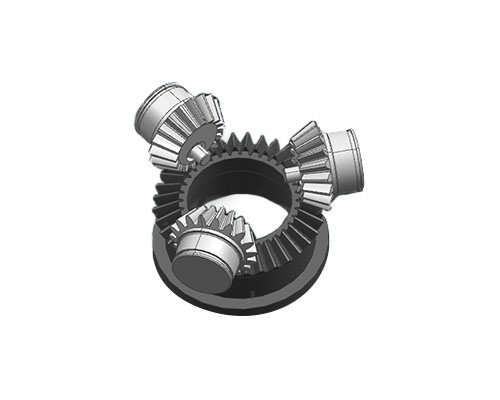
钣金压铸连接件是集钣金的结构强度与压铸的精密成型于一体的复合部件,广泛应用于汽车、工程机械等需要高强度连接的场景。其核心优势在于通过一次压铸成型实现复杂结构(如带加强筋的法兰、多向接口),避免传统钣金焊接带来的应力集中。 材料选择需兼顾流动性与强度,常用铝合金(如 ADC12),其压铸流动性优异(螺旋线长度≥600mm),经 T6 热处理后抗拉强度可达 300MPa 以上,满足多数结构连

钣金压铸螺栓是将传统螺栓的螺纹结构与钣金的法兰底座通过压铸工艺一体化成型的特种紧固件,相比焊接组合件,具有更高的同轴度与抗剪切强度,适用于振动环境下的连接(如汽车底盘、电机端盖)。 结构设计上,螺栓杆部直径通常为 M6-M16,螺纹牙型采用公制粗牙(螺距 1-2mm),牙底圆弧半径≥0.125mm,增强抗疲劳性能。法兰底座直径为杆部的 2-3 倍,厚度 3-5mm,底部设计 3-4 个加

表面抛光通过机械、化学或电化学作用去除金属表面的凹凸不平,获得平整光亮的表面,根据精度要求不同可分为粗抛、中抛和精抛三个阶段,各阶段采用的方法与设备存在显著差异。 粗抛阶段以去除表面加工痕迹为目标,常用设备包括砂带抛光机和砂轮抛光机。砂带抛光机采用氧化铝砂带(粒度 40-120 目),通过 300-500rpm 的转速对工件进行磨削,可快速消除车床加工留下的刀纹,使表面粗糙度从 Ra3.
表面拉丝处理通过机械摩擦在金属表面形成规律的线状纹路,既能改善外观质感,又能掩盖细微缺陷,是金属制品提升附加值的重要工艺手段,其效果体现在视觉、触觉和功能三个维度。 视觉效果上,拉丝纹理能赋予金属独特的光影表现力。直纹拉丝(纹路平行度误差≤0.5°)使表面呈现简约的线性延伸感,常用于家电面板,如冰箱门体采用 0.1mm 深度的直纹处理后,可减少 90% 以上的镜面反射,避免环境光干扰。乱





 立即获取报价
立即获取报价 EN
EN





 扫码添加微信
扫码添加微信
