压铸工厂安全规范是保障员工人身安全、防止设备损坏与生产事故的重要准则,需覆盖生产全流程(原料搬运、压铸生产、模具维护、成品处理),核心原则是 “预防为主、全员参与、责任到人”,适配压铸工厂所有岗位(操作工、维修工、安全员),符合国家《金属压铸安全生产规范》(AQ 3061-2022)等标准要求。规范核心内容与执行要点明确:一是设备安全规范,压铸机需定期进行安全检查,重点检查安全防护装置(如光电保护
压铸结构设计评审是在压铸件设计阶段,从压铸工艺可行性、模具制造难度、生产效率、成本控制角度,对铸件结构进行全面评估与优化,核心目的是 “避免设计缺陷导致的生产难题,确保铸件可顺利压铸成型,同时降低模具与生产成本”,适配从产品设计初期到模具开发前的关键评审环节,减少后期修改成本。评审核心维度与优化要点明确:一是铸件壁厚设计,需遵循 “均匀壁厚、避免突变” 原则,铝合金压铸件壁厚通常为 1.5-5mm
压铸模具维护培训是提升模具使用寿命、保障压铸件质量稳定性、降低模具维修成本的关键举措,需覆盖模具日常保养、定期维护、故障排查与修复等内容,核心目标是 “让维护人员掌握模具结构特点与维护技巧,减少模具异常磨损、粘模、开裂等问题”,适配压铸工厂模具维护团队、生产操作人员的培训需求。培训核心内容与实操要点突出:一是模具结构认知培训,首先讲解压铸模具核心组成(定模、动模、型腔、型芯、浇道系统、排气系统、冷

压铸材料选型需综合考虑压铸件使用场景(如受力情况、环境适应性)、性能要求(力学性能、耐腐蚀性)、成本预算及压铸工艺兼容性,核心原则是 “性能匹配需求、成本可控、工艺可行”,适配汽车、家电、工业配件等不同领域的压铸需求,常见压铸材料包括铝合金、锌合金、镁合金、铜合金。主流压铸材料特性与选型建议清晰:一是铝合金,具备密度低(2.7g/cm³)、强度高(抗拉强度 200-400MPa)、耐腐蚀性好、成本

压铸工艺参数优化是提升压铸件质量、降低生产成本、提高生产效率的核心环节,需结合压铸件材质(如铝合金、锌合金)、结构复杂度、模具设计特点,对关键参数进行精准调控,核心目标是 “减少气孔、缩孔、裂纹等缺陷,确保铸件尺寸精度与力学性能达标”,适配汽车零部件、3C 产品外壳等高精度压铸场景。关键工艺参数优化方向明确:一是压射参数,包括压射速度、压射压力、建压时间。对于铝合金压铸件,低速压射阶段(填充模具浇
压铸工厂智能化转型是通过融合工业互联网、人工智能、自动化设备、数字孪生等技术,对压铸生产全流程(设计、生产、物流、质量、管理)进行数字化、智能化改造,核心目标是 “提质、降本、增效、减存”,适配压铸行业面临的劳动力短缺、产品质量要求高、市场竞争激烈的挑战,是行业未来发展的核心趋势。转型围绕五大核心环节展开:智能设计环节,采用三维建模软件(如 SolidWorks)进行模具设计,结合 CAE 仿真(
压铸 AGV 自动物流系统是通过自动导引车(AGV)替代人工,实现压铸生产全流程物料(如铝合金原料、压铸模具、成品铸件、废料)自动化运输的智能物流方案,核心功能是 “无人化、精准化、高效化”,适配压铸车间物料运输量大(如每小时需运输 5-10 批原料)、运输路线固定、人工运输效率低的痛点,提升车间物流效率与安全性。系统由 AGV 设备、调度系统、导航系统、充电系统组成:AGV 设备根据物料类型选择
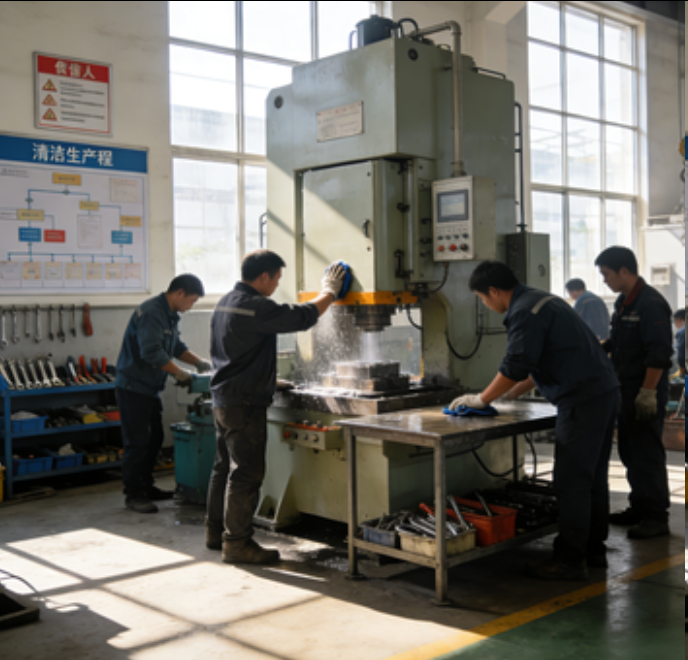
压铸车间清洁生产是通过优化生产工艺、改进设备、加强管理,减少生产过程中污染物(粉尘、废油、废水)的产生与排放,同时提升生产效率与产品质量的综合性管理模式,核心是 “预防为主、源头控制”,区别于传统 “末端治理”,适配压铸车间易产生铝粉尘、脱模剂废水、废机油的生产场景,符合绿色工厂建设要求。工艺优化是清洁生产的核心:压铸模具采用无磷脱模剂替代传统含磷脱模剂,减少废水磷含量(从 10mg/L 降至 0

压铸废气治理系统是针对压铸生产中熔炉(熔化铝合金、锌合金)产生的废气(含颗粒物、挥发性有机物 VOCs、二氧化硫、氮氧化物),通过 “收集 - 净化 - 排放” 流程,实现废气达标排放的环保设备,核心作用是保护员工健康(避免呼吸道疾病)、符合环保法规(如 GB 28662-2012《钢铁烧结、球团工业大气污染物排放标准》)、维护周边环境,适配压铸车间高温、高粉尘的废气特性。系统采用 “预处理 +





 立即获取报价
立即获取报价 EN
EN





 扫码添加微信
扫码添加微信
